Станок для продольной резки MD-850: Полное руководство по настройке ножей для рулонов металла 0,3-3,0 мм
Полное руководство по настройке ножей станка для продольной резки MD-850 для металлических рулонов 0,3-3,0 мм. Проверенные процедуры, примеры из практики и анализ окупаемости инвестиций для точной обработки.
Оптимальная настройка ножей на прецизионном станке для продольной резки MD-850 является основой для достижения максимального качества и эффективности работы при обработке сверхтонких металлических рулонов толщиной от 0,3 до 3,0 мм. В отличие от обычных настроек для более толстых рулонов, MD-850 использует передовые инженерные разработки для поддержания точности позиционирования ±0,1 мм на высоких скоростях до 250 м/мин, минимизируя дефекты кромок и искажения материала которые обычно возникают при выполнении операций тонкой продольной резки. Такие важные факторы, как выбор материала ножа - предпочтение отдается высокоскоростным стальным сплавам типа W18Cr4V со специальными PVD-покрытиями, - точное выравнивание оправки и динамический контроль натяжения образуют комплексный подход, позволяющий решить общие проблемы отрасли, включая образование заусенцев, волнистость краев рулона и преждевременный износ ножа. При практическом применении на производстве панелей HVAC и бытовой техники строгое соблюдение этих параметров настройки на MD-850 привело к ощутимому повышению эффективности производства - часто превышающему коэффициент использования материала 96% - и значительному сокращению дорогостоящих переделок и простоев.
Понимание уникального взаимодействия между поведением тонкого металла и силами резания необходимо операторам и техническим специалистам, стремящимся оптимизировать процесс продольной резки металлических рулонов в таких масштабах. Протокол настройки MD-850 включает в себя не только механическую точность, но и адаптивное позиционирование ножей и методы мониторинга в реальном времени, что позволяет обеспечить стабильные допуски на ширину прорези и продлить общий срок службы инструмента. В данном руководстве эти передовые методы представлены в виде практических шагов, подкрепленных реальными примерами из практики и доказанными результатами окупаемости инвестиций, что позволит производителям с уверенностью и технической точностью реализовать весь потенциал своих инвестиций в продольную резку металла.
Понимание уникальных проблем обработки тонколистового металла
Почему тонкие материалы требуют разных подходов
Обработка металлических рулонов в диапазоне толщин 0,3-3,0 мм сопряжена с определенными техническими трудностями, которые не возникают при обработке более толстых материалов. По мере уменьшения толщины материала в игру вступают несколько критических факторов:
Изменения в поведении материалов:
- Снижение жесткости структуры делает материалы более восприимчивыми к деформации
- Требуется меньшая сила резания, но точность становится более важной
- Проблемы с качеством кромок становятся сразу заметными и влияют на последующие операции
- При транспортировке материалов требуется усиленный контроль натяжения для предотвращения деформации
Разница в динамике:
- Требования к перекрытию лезвий значительно изменяются в зависимости от толщины материала
- Для предотвращения скатывания материала требуется регулировка углов резания
- Выделение тепла должно тщательно контролироваться во избежание тепловых искажений
- Чувствительность к вибрациям резко возрастает при использовании более тонких материалов
Требования к качеству:
- Требования к допускам обычно ужесточаются по мере уменьшения толщины материала
- Требования к отделке кромок становятся все более строгими
- Образование заусенцев становится более проблематичным на тонких кромках
- Повреждения поверхности легче возникают во время обработки
Общие проблемы при обработке тонкомеров
Проблемы с качеством краев:
Наиболее частой проблемой при тонкошовной резке является нестабильное качество кромок. Это проявляется в виде:
- Изменяемая высота заусенцев по всей ширине катушки
- Скатывание или деформация кромок
- Микроскопические трещины, распространяющиеся при последующем формовании
- Царапины на поверхности от неправильного контакта с лезвием
Несоответствие размеров:
Тонкие материалы особенно чувствительны к этому:
- Отклонения по ширине, превышающие допустимые
- Развитие кэмбера (разницы в длине между краями)
- Изменения толщины под воздействием давления при обработке
- Проблемы с установкой катушек, влияющие на плоскостность
Неэффективность процессов:
- Длительное время настройки, связанное с применением методов проб и ошибок
- Увеличение количества брака благодаря оптимизации настройки
- Частая регулировка лезвий во время производства
- Повышенная потребность в обслуживании из-за неправильных настроек
Фундаментальные принципы настройки лезвий для тонких материалов
Понимание требований к геометрии лопастей
Оптимизация перекрытия лезвий:
Зависимость между толщиной материала и перекрытием лезвий не линейна. Для материалов толщиной менее 1,0 мм отношение перекрытия к толщине становится критическим:
- 0,3-0,5 мм материалы: Нахлест должен составлять 15-20% от толщины материала
- 0,5-1,0 мм материалы: Перекрытие может увеличиваться до 18-25% толщины
- 1,0-2,0 мм материалы: Применяются стандартные коэффициенты перекрытия 20-30%
- 2,0-3,0 мм материалы: Обычные расчеты перекрытия подходят
Учет угла наклона лезвия:
Углы резания должны регулироваться в зависимости от свойств материала:
- Мягкие материалы (алюминий, медь): Требуются более острые углы резания для предотвращения утечки материала
- Твердые материалы (нержавеющая сталь): Необходимы более тупые углы для уменьшения силы резания
- Материалы с покрытием: Особое внимание уделяется сохранению покрытия во время резки
Параметры настройки для конкретного материала
Алюминиевые сплавы (0,3-3,0 мм):
Склонность алюминия к холодной сварке требует особого подхода к настройке лезвия:
- Используйте лезвия из твердого сплава или со специальным покрытием для предотвращения налипания материала
- Поддерживайте низкую силу резания благодаря точным настройкам перекрытия
- Обеспечьте эффективное применение смазочно-охлаждающих жидкостей
- Регулярно проверяйте поверхности лезвий на наличие алюминиевого налета
Углеродистая сталь (0,5-3,0 мм):
Стандартные материалы для изготовления лезвий обычно хорошо подходят, но следует учитывать:
- Твердость лезвия соответствует прочности материала
- Правильный нахлест для предотвращения затвердевания кромки среза
- Внимание к оптимизации скорости резки
- Регулярный контроль состояния лезвий
Нержавеющая сталь (0,8-3,0 мм):
Характеристики упрочнения нержавеющей стали требуют:
- Премиальные материалы лезвий с повышенной износостойкостью
- Тщательная оптимизация перекрытия для минимизации упрочнения работы
- Соответствующая скорость резки для контроля тепловыделения
- Улучшенное применение смазочно-охлаждающей жидкости для отвода тепла
Пошаговая процедура установки лезвия
Предварительная подготовка к установке
Внедрение протокола безопасности:
Прежде чем приступить к настройке лезвия, установите надлежащие правила безопасности:
- Обеспечьте полную изоляцию электропитания и соблюдение процедур блокировки/тагаута
- Убедитесь, что все защитные ограждения и аварийные остановки исправны
- Убедитесь, что используются надлежащие средства индивидуальной защиты
- Установите четкие протоколы связи для операций с участием нескольких человек
Оценка материала:
Проведите тщательную оценку материала перед установкой:
- Проверка соответствия спецификаций материалов требованиям к обработке
- Проверьте состояние поверхности и целостность покрытия
- Измерение фактических изменений толщины по ширине рулона
- Оцените характеристики твердости и прочности материала
Проверка состояния оборудования:
- Осмотрите держатели ножей на предмет износа и правильности установки
- Проверьте системы контроля натяжения на предмет правильной калибровки
- Убедитесь в чистоте и правильной подаче смазочно-охлаждающих жидкостей
- Убедитесь, что измерительное оборудование откалибровано и точно
Выбор и подготовка лезвия
Выбор подходящих материалов для лезвий:
Исходя из специфических требований к обработке тонкомера, выбор ножей осуществляется по следующим принципам:
Лезвия из высокоскоростной стали (HSS):
- Подходит для применения в общем случае при умеренных объемах производства
- Экономически эффективен для предприятий, обрабатывающих различные типы материалов
- Требуют более частой замены, но обеспечивают гибкость
- Лучше всего подходит для материалов толщиной менее 2,0 мм со стандартными требованиями к качеству
Лезвия с твердосплавными наконечниками:
- Незаменим в условиях крупносерийного производства
- Обеспечивают длительный срок службы лезвий и стабильную производительность резки
- Требуется для абразивных или твердых материалов
- Оправдание более высокой первоначальной стоимости за счет сокращения времени простоя и частоты замены
Специализированные покрытия:
- Покрытия TiN (нитрид титана) для общей износостойкости
- Покрытия TiAlN для высокотемпературных применений
- Алмазоподобный углерод (DLC) для цветных материалов, склонных к адгезии
Методология точной настройки
Первоначальное позиционирование лезвия:
Шаг 1: Грубое позиционирование
Начните с базовых настроек толщины материала, установленных производителем:
- Расположите верхнее лезвие так, чтобы примерно определить необходимое перекрытие
- Обеспечивает параллельное выравнивание по всей ширине реза
- Проверьте затяжку держателя ножа в соответствии с указанными значениями крутящего момента
- Проверьте, нет ли явных перекосов или повреждений
Шаг 2: Точная настройка
Используйте измерительные инструменты для точного позиционирования лезвия:
- Используйте щупы или прецизионные измерительные приборы
- Регулируйте перекрытие с небольшим шагом (не более 0,01 мм за регулировку)
- Проверьте однородность по всей ширине лезвия
- Документирование начальных настроек для обеспечения эталонности и повторяемости
Шаг 3: Проверка тестового отреза
Выполните пробные разрезы, используя реальный производственный материал:
- Обработайте образец минимальной длины, чтобы убедиться в его однородности
- Измеряйте качество кромки с помощью соответствующих методов контроля
- Проверьте точность размеров по спецификациям
- Оцените качество обработки поверхности и образование заусенцев
Процесс тонкой настройки
Оптимизация качества краев:
Регулировка высоты заусенцев:
- Чрезмерный заусенец обычно указывает на слишком большое перекрытие лезвий
- Недостаточный нахлест может привести к закатыванию или разрыву краев
- Регулировка перекрытия с шагом 0,005 мм для точной настройки
- Контролируйте состояние верхнего и нижнего края
Оценка качества среза:
- Используйте увеличение для тщательной проверки состояния кромок
- Ищите признаки закалки, разрыва или деформации
- Убедитесь в том, что угол реза по ширине материала одинаков.
- Убедитесь в отсутствии микроскопических трещин
Регулировка параметров процесса:
- Оптимизация скорости резки в зависимости от реакции материала
- Настройте параметры натяжения для поддержания плоскостности материала
- Точная настройка потока и распределения смазочно-охлаждающей жидкости
- Контроль температуры во время процесса резки
Устранение распространенных проблем с установкой
Выявление и решение проблем с качеством кромки
Проблема: Непостоянная высота заусенцев
Симптомы:
- Высота заусенцев значительно варьируется в зависимости от ширины катушки
- На одном краю видны заусенцы, а другой кажется порванным.
- Характеристики заусенцев меняются в процессе производства
Диагностические шаги:
- Проверьте выравнивание лезвия по всей ширине с помощью точных измерительных инструментов
- Проверьте спецификации крепления держателя лезвия и крутящего момента
- Оценка перемещения материалов и распределения натяжения
- Проверьте состояние лезвия на предмет износа или повреждений
Методы разрешения:
- Переустановите держатели ножей, чтобы обеспечить параллельное резание
- Регулировка положения отдельных лезвий для достижения равномерного перекрытия
- Сбалансированное натяжение по ширине материала
- Замените изношенные или поврежденные компоненты лезвия
Проблема: Скатывание или деформация кромок
Симптомы:
- Края материала скручиваются или сворачиваются вместо того, чтобы сохранять чистоту среза
- Точность размеров снижается из-за деформации кромок
- Формовочные операции по переработке нефти испытывают трудности
Коренные причины:
- Недостаточное перекрытие ножей для толщины материала
- Тупые или поврежденные режущие кромки
- Слишком высокая скорость резки для свойств материала
- Неправильная геометрия лезвия для применения
Меры по исправлению ситуации:
- Увеличивайте перекрытие лезвий с мерным шагом
- Заменяйте или затачивайте режущие лезвия по мере необходимости
- Уменьшите скорость резки до уровня, соответствующего материалу
- Рассмотрите альтернативные варианты геометрии или материалов лопастей
Решение проблем с точностью размеров
Проблемы с изменением ширины:
Протокол измерений:
- Используйте калиброванное измерительное оборудование для точной оценки
- Измерения в нескольких точках по длине катушки
- Документирование моделей отклонений для выявления систематических проблем
- Сравните результаты с требованиями спецификации
Стратегия адаптации:
- Определите, являются ли вариации систематическими или случайными
- Решение систематических проблем с помощью регулировки положения лезвия
- Случайные колебания могут указывать на износ или нестабильность оборудования
- Внедрение статистического контроля процессов для постоянного мониторинга
Проблемы с плоскостностью катушки:
Причины и решения:
- Неравномерное распределение натяжения: Восстановите баланс регуляторов натяжения
- Неправильное давление на лезвие: Отрегулируйте настройки силы резания
- Проблемы с транспортировкой материалов: Проанализируйте настройку разматывателя и разматывателя
- Температурное воздействие: Улучшение циркуляции смазочно-охлаждающей жидкости
Продвинутые техники настройки
Высокоточные приложения
Для работ, требующих исключительной точности размеров и качества кромок:
Усовершенствованные методы измерения:
- Использование координатно-измерительного оборудования для позиционирования лезвий
- Использование лазерных измерительных систем для мониторинга в режиме реального времени
- Использование статистического контроля процессов для обеспечения качества
- Установите документированные процедуры и частоту измерений
Интеграция управления процессами:
- Связь позиционирования лезвия с автоматизированными системами управления
- Внедрение контуров обратной связи для непрерывной оптимизации
- Использование регистрации данных для документирования и улучшения процессов
- Установите четкие процедуры проверки и утверждения настроек
Оптимизация обработки нескольких материалов
Предприятия, обрабатывающие материалы различных типов и толщины, выигрывают от применения систематических подходов:
Документация по настройке:
- Создайте подробные таблицы настроек для каждой комбинации материалов
- Документирование оптимальных конфигураций лезвий и параметров процесса
- Установите процедуры быстрой замены для повышения эффективности
- Обучение операторов процедурам проверки и настройки установки
Эффективность переключения:
- Внедрение стандартизированных процедур переналадки
- Предварительная настройка лезвий, где это возможно
- Используйте быстросъемные механизмы для быстрой регулировки
- Ведение журналов настройки для постоянного совершенствования
Контроль качества и измерения
Установление стандартов качества
Критерии качества краев:
Определите конкретные, измеряемые критерии приемлемого качества кромки:
- Максимально допустимая высота заусенцев для каждого типа материала
- Требования к чистоте поверхности с использованием соответствующих измерительных шкал
- Спецификации допусков на размеры
- Критерии визуального контроля и стандарты приемки
Процедуры измерения:
- Установите частоту отбора проб, соответствующую объему производства
- Используйте калиброванное измерительное оборудование с документально подтвержденной точностью
- Обучение персонала надлежащим методам измерений
- Проведение статистического анализа данных о качестве
Внедрение мониторинга процессов
Мониторинг в режиме реального времени:
Там, где это возможно, внедряйте системы непрерывного мониторинга процесса:
- Автоматизированное измерение размеров в процессе производства
- Оценка качества кромок с помощью систем технического зрения
- Регистрация параметров процесса для анализа тенденций
- Системы сигнализации о нестандартных условиях
Требования к документации:
- Ведите полный учет параметров настройки
- Документируйте все корректировки и их влияние на качество
- Сохраняйте данные измерений для статистического анализа
- Обеспечение прослеживаемости от установки до конечного качества продукта
Оборудование и технические характеристики
Возможности MD-850 для обработки тонкомеров
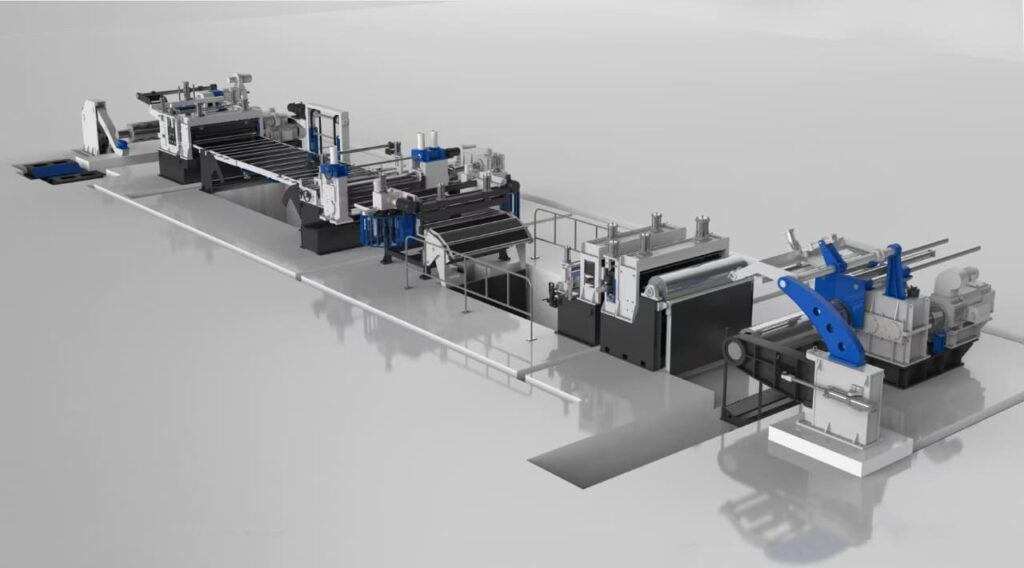
Машина для продольной резки MD-850 обладает особыми преимуществами для обработки тонких материалов благодаря диапазону рабочей ширины 20 мм-820 мм и возможности работы с толщиной от 0,3 мм до 3,0 мм в первичном диапазоне. Система питания машины мощностью 138,5 кВт обеспечивает точное управление, необходимое для обработки тонких материалов, а возможность регулировки скорости в диапазоне 1-250 м/мин позволяет оптимизировать работу с различными типами материалов.
Основные технические характеристики:
- Рабочая ширина: 20 мм - 820 мм
- Диапазон толщины материала: 0,3 мм - 3,0 мм (основная), возможность до 12 мм
- Скорость обработки: переменная 1-250 м/мин
- Мощность системы: 138,5 кВт
- Грузоподъемность рулона: 10-35 тонн (настраивается)
Преимущества для применения в тонких калибрах:
- Точные системы позиционирования лезвий, подходящие для жестких требований к допускам
- Регулируемая скорость позволяет оптимизировать работу с различными материалами
- Компактная конструкция подходит для помещений с ограниченным пространством
- Гибкая обработка рулонов позволяет удовлетворить различные производственные требования
Сравнительный анализ с другими моделями
Для предприятий, рассматривающих варианты оборудования, понимание возможностей различных моделей помогает принять взвешенное решение:
| Модель | Рабочая ширина | Мощность | Основные приложения |
|---|---|---|---|
| MD-850 | 20-820 мм | 138,5 КВТ | Прецизионная обработка тонколистового металла |
| MD-1350 | 300-1300 мм | 318.5KW | Средние объемы производства |
| MD-1650 | 300-1650 мм | 422.5KW | Обработка больших объемов |
| MD-2200 | 300-2150 мм | 422.5KW | Максимальная ширина |
Соображения по выбору:
- Требования к объему производства и распределение материала по ширине
- Требования к качеству и допуску
- Ограничения по площади помещений и возможности инфраструктуры
- Планы будущего расширения и ожидания разнообразия материалов
Техническое обслуживание и долгосрочные характеристики
Профилактическое обслуживание лопастных систем
Требования к ежедневному осмотру:
- Визуальный контроль состояния и выравнивания лезвий
- Проверка расхода и чистоты смазочно-охлаждающей жидкости
- Проверьте работу и калибровку системы натяжения
- Зафиксируйте все наблюдения и опасения
Еженедельные задачи по обслуживанию:
- Детальный осмотр и измерение лезвий
- Очистка систем резки и циркуляции жидкости
- Смазка механических компонентов
- Проверка производительности с помощью тестовых разрезов
Ежемесячное комплексное обслуживание:
- Полная оценка и настройка системы лезвий
- Проверка и калибровка прецизионных измерений
- Анализ и оптимизация производительности системы
- Документирование моделей износа и потребностей в замене
Стратегии оптимизации производительности
Подход, основанный на постоянном совершенствовании:
- Регулярный анализ данных о качестве с целью выявления тенденций и возможностей
- Сбор и реализация отзывов операторов
- Оптимизация параметров процесса на основе производственного опыта
- Обновление технологий и оценка расширения возможностей
Управление затратами:
- Отслеживание срока службы лезвий и затрат на их замену для различных областей применения
- Контроль времени установки и повышение эффективности
- Оценка снижения количества брака и улучшения качества
- Оценка общей эффективности и использования оборудования
Заключение и лучшие практики
Достижение Неизменно высокое качество резки тонколистового металла на станке MD-850 требует дисциплинированного процесса настройки ножей, основанного на данных которая объединяет глубокое понимание характеристик материала с точными, повторяемыми протоколами настройки. Ведущие операторы отрасли продемонстрировали, что, когда параметры настройки, такие как зазор между лезвиями, выравнивание оправки и натяжение рулона, строго оптимизируются и постоянно контролируются с помощью передовых измерительных инструментов, результатом является значительное сокращение дефектов кромок, уровень брака ниже 4% и повышенная скорость проходки, превышающая 250 метров в минуту. Например, недавнее применение в производстве воздуховодов HVAC показало увеличение общего выхода продукции на 20% и трехкратное увеличение срока службы лезвий после внедрения систематической настройки и рекомендаций MaxDo по управлению процессом в режиме реального времени.
За пределами технической точности, Инвестиции в комплексное обучение операторов и подробную процедурную документацию имеют большое значение для поддержания постоянного качества и эффективности работы. Предприятия, занимающиеся обработкой тонкомерных рулонов, получают значительные преимущества от интеграции систем статистического контроля процессов и цифрового мониторинга, которые позволяют заблаговременно устранять неполадки и совершенствовать процесс. Приверженность MaxDo инновациям и поддержке гарантирует, что каждое внедрение MD-850 сопровождается индивидуальными техническими консультациями, что позволяет производителям не только удовлетворять, но и превосходить растущие требования клиентов с уверенностью и измеримой рентабельностью инвестиций. Постоянное совершенствование, основанное на этих основных принципах, превращает настройку лезвий из рутинной задачи в стратегическое преимущество на конкурентных рынках металлообработки.


