Metal Slitting Lines: The Complete 2026 Guide
Everything about metal slitting lines: types, components, automation options & ROI payback. Compare MD-850 to MD-2200 specs in one comprehensive guide.
A metal slitting line is a continuous coil processing system that transforms wide master coils (600–2,200 mm) into narrower strips with precision width tolerances as tight as ±0.1 mm. Every HVAC duct, automotive bracket, and steel stud in construction starts as a slit coil — making slitting lines the backbone of modern metal service centers.
This guide covers everything a production manager, equipment buyer, or plant engineer needs to know: how slitting works, the components inside each line, how to select the right configuration, and what ROI to expect.
What Is a Metal Slitting Line?
A slitting line is a continuous processing system that cuts a wide coil longitudinally into multiple narrower strips using circular rotary knives. The four-step process:
- Uncoils a wide master coil (typically 600–2,200 mm)
- Feeds the strip through a set of circular rotary knives
- Separates the material into multiple narrower strips
- Recoils each strip onto individual take-up reels
The process runs at speeds from 30 m/min (heavy gauge) to over 250 m/min (light gauge), with width tolerances as tight as ±0.1 mm on servo-controlled systems. Width tolerance specifications follow industry standards per ASTM A568 for carbon steel sheet and EN 10051 for European hot-rolled strip.
Key distinctions from other coil processing:
| Прорезь | CTL (Cut-to-Length) | Blanking | |
|---|---|---|---|
| Выход | Узкие рулоны/полосы | Flat sheets | Shaped blanks |
| Cutting direction | Longitudinal | Transverse | Contour |
| Typical use | Tubing, roll forming | Sheet fabrication | Stamping |
| Scrap rate | 2–5% | 3–8% | 5–15% |
→ Not sure which process you need? Read our Slitting vs Blanking vs CTL comparison.
Types of Slitting Lines
By Gauge Range
| Type | Диапазон толщины | Скорость | Типовые применения |
|---|---|---|---|
| Light Gauge | 0.1–3.0 mm | 100–250 m/min | HVAC, appliances, electronics enclosures |
| Medium Gauge | 3.0–8.0 mm | 50–120 m/min | Automotive components, structural tubing |
| Heavy Gauge | 8.0–25.0 mm | 15–60 m/min | Shipbuilding, pipe manufacturing, heavy construction |
By Automation Level
- Руководство: Operator controls blade positioning, threading, and tension. Suitable for job shops with <500 tons/month.
- Semi-Automatic: Motorized blade positioning with PLC-based sequencing. Reduces changeover time by 40–60%.
- Fully Automatic: Servo-driven spacer positioning, automatic threading, closed-loop tension control. For service centers processing 3,000+ tons/month.
→ Considering an automation upgrade for your existing line? See our Slitting Line PLC Upgrade Guide.
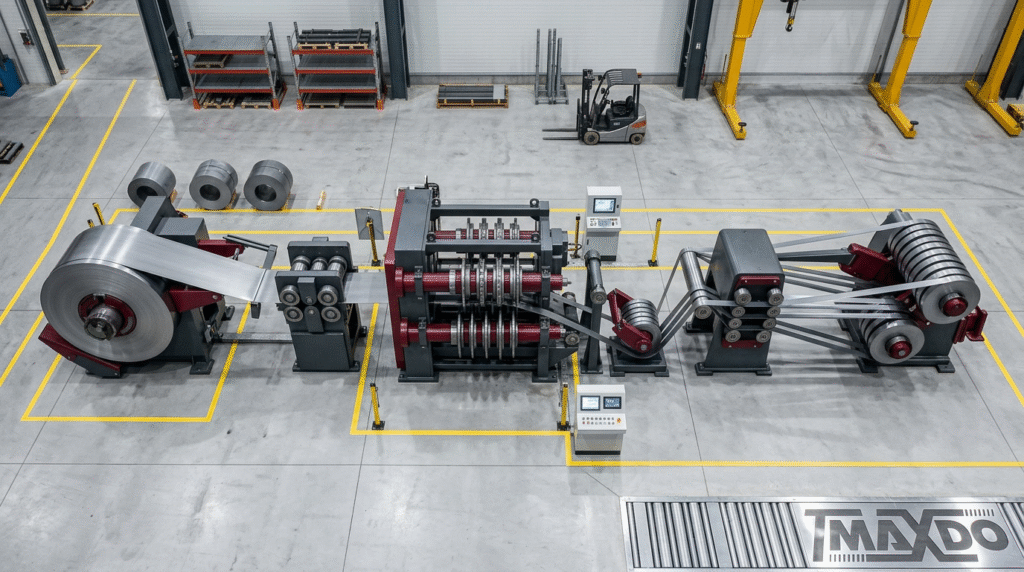
Key Components Explained
Every slitting line shares five core sections. Understanding each helps you specify the right configuration for your production needs.
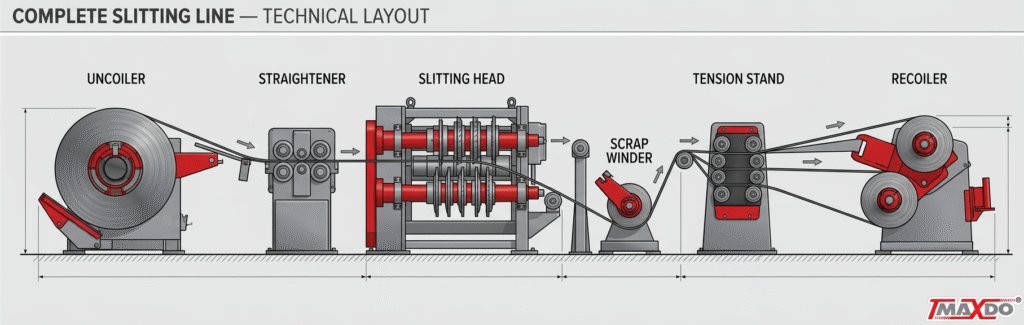
1. Uncoiler (Decoiler)
The uncoiler holds the master coil and feeds strip into the line under controlled tension.
Key specs to evaluate:
| Параметр | Light Gauge | Medium Gauge | Heavy Gauge |
|---|---|---|---|
| Coil weight capacity | 5–10 tons | 10–20 tons | 20–35 tons |
| Coil ID range | 508–610 mm | 508–610 mm | 508–762 mm |
| Expansion type | Mechanical wedge | Hydraulic | Hydraulic |
| Hold-down arm | Pneumatic | Hydraulic | Hydraulic |
What to look for: Hydraulic expansion for coils >10 tons prevents mandrel slippage. A motorized coil car with V-saddle alignment speeds up coil loading by 3–5 minutes per change.
2. Slitting Head (Slitter)
The heart of the line. Rotary circular knives mounted on arbors shear the strip into target widths.
Critical specifications:
- Arbor diameter: 150–300 mm (larger = more rigid, less deflection)
- Blade material: D2 tool steel (standard), carbide-tipped (for stainless/AHSS)
- Blade clearance: 5–12% of material thickness per side
- Number of cuts: Up to 20+ simultaneous strips
- Positioning: Manual spacer (budget) → Servo-driven automatic (high-volume)
Pro tip: Blade clearance is the single biggest factor affecting edge quality. Too tight = premature blade wear; too loose = burr and rollover. Start at 8% of thickness per side and adjust based on edge inspection.
→ Want detailed blade setup procedures? See our Blade Setup Guide.
3. Tension Stand (Loop Control)
Manages strip tension between the slitting head and the recoiler. This component determines whether your slit coils come out tight and uniform or telescoped and loose.
Two main types:
| Type | Mechanism | Лучшее для |
|---|---|---|
| Friction pad | Adjustable brake pads grip each strip | Light gauge, lower cost |
| Roller tension | Driven rollers with individual tension control | Medium-heavy gauge, higher precision |
Why it matters: Uneven tension across strips causes “telescoping” — where one strip winds tighter than its neighbors, creating coils that can’t be processed downstream.
4. Recoiler (Winder)
Takes up the slit strips onto individual mandrels or a common drum.
Configurations:
- Single mandrel: One strip at a time — for wide, heavy-gauge strips
- Double mandrel: Two rewinding positions for non-stop production
- Tensioned drum: All strips wound simultaneously on a common drum with separator discs — most common for light-medium gauge
Key spec: Recoiler torque must match your heaviest gauge × widest strip × target tension. Under-specifying torque leads to loose coils and production stops.
5. Auxiliary Equipment
| Equipment | Функция | When Needed |
|---|---|---|
| Edge trimmer | Removes strip edges for clean-cut products | When customer specifies “trimmed edge” |
| Scrap winder | Coils edge trim scrap for recycling | Always (reduces floor hazards) |
| Looping pit | Absorbs speed differences between slitter and recoiler | Heavy gauge lines >6 mm |
| Sheet stacker | Stacks short sheets instead of recoiling | Combined slitting + CTL operations |
MD Series Specifications Comparison
MaxDo manufactures four slitting line models covering 0.3–25 mm gauge range. Below is a side-by-side comparison:
| Технические характеристики | MD-850 | MD-1350 | MD-1650 | MD-2200 |
|---|---|---|---|---|
| Strip width range | 20–850 mm | 20–1,350 mm | 20–1,650 mm | 20–2,200 mm |
| Диапазон толщины | 0.3–6.0 mm | 0.5–8.0 mm | 1.0–12.0 mm | 2.0–25.0 mm |
| Line speed | До 250 м/мин | Up to 200 m/min | До 120 м/мин | До 60 м/мин |
| Coil weight | 10 tons | 15 tons | 20 тонн | 30 тонн |
| Допуск по ширине | ±0,1 мм | ±0,1 мм | ±0.15 mm | ±0.2 mm |
| Max simultaneous cuts | 20 | 16 | 12 | 8 |
| Blade positioning | Servo auto | Servo auto | Motorized | Motorized |
| Best for | HVAC, electronics, appliances | General service center | Structural, automotive | Shipbuilding, heavy plate |
→ Need detailed specs on the MD-850? Read our Inside the MD-850 deep dive.
How to Choose the Right Slitting Line
Selecting a slitting line comes down to four factors. Get these right, and the rest follows.
Factor 1: Material & Gauge Range
Match the line to your primary material mix:
| Material | Recommended Feature |
|---|---|
| Mild steel (0.5–3 mm) | Standard D2 blades, friction tension |
| Stainless steel | Carbide blades, film-protected pass-through, extra-rigid arbors |
| Aluminum | Rubber-lined rollers (prevent surface marking), wider blade clearance |
| High-strength (AHSS/UHSS) | Heavy-duty arbors, hydraulic tension, reinforced frame |
| Pre-painted/coated | Felt-lined guides, non-marking recoiler pads |
Factor 2: Production Volume
| Monthly Volume | Recommended Level | Почему |
|---|---|---|
| <500 tons | Manual or semi-auto | Lower capital cost, sufficient for job-shop flexibility |
| 500–3,000 tons | Semi-auto with servo blade positioning | Faster changeover pays for itself in 8–12 months |
| >3,000 tons | Fully automatic | Minimize changeover time, maximize throughput |
Factor 3: Width Tolerance Requirements
- Standard (±0.5 mm): Sufficient for construction, general fabrication
- Precision (±0.2 mm): Required for roll forming, tube/pipe manufacturing
- High Precision (±0.1 mm): Needed for electronics, precision stamping, automotive
Factor 4: Floor Space & Layout
A typical slitting line requires:
- Light gauge (MD-850): 15 m × 6 m (90 m²)
- Medium gauge (MD-1350): 20 m × 8 m (160 m²)
- Heavy gauge (MD-2200): 30 m × 10 m (300 m²)
Add 30–50% for coil storage, crane access, and forklift paths.
ROI & Cost Analysis
Capital Investment Range
| Line Type | Price Range (FOB) | Установка | Total Landed Cost |
|---|---|---|---|
| Light gauge (manual) | $120,000–$250,000 | $15,000–$30,000 | $150,000–$300,000 |
| Medium gauge (semi-auto) | $250,000–$500,000 | $30,000–$60,000 | $300,000–$600,000 |
| Heavy gauge (full auto) | $500,000–$1,200,000 | $60,000–$150,000 | $600,000–$1,500,000 |
Payback Calculation Example
Scenario: A metal service center slits 1,500 tons/month of mild steel (currently outsourcing).
| Item | Value |
|---|---|
| Current outsourcing cost | $45/ton |
| In-house slitting cost (w/ new line) | $18/ton |
| Net saving per ton | $27/ton |
| Monthly saving | $40,500 |
| Annual saving | $486,000 |
| Investment (MD-1350, semi-auto, installed) | $420,000 |
| Payback period | 10.4 months |
Additional benefits not captured above:
- Faster delivery to customers (2 days vs. 2 weeks from outsourcing)
- Quality control (in-house inspection, no transit damage)
- Inventory flexibility (slit on demand vs. batch ordering)
→ Want to run your own numbers? Try our Slitting Line ROI Calculator.
Common Quality Issues & Prevention
| Defect | Cause | Решение |
|---|---|---|
| Edge burr | Blade clearance too wide, worn blades | Reduce clearance to 5–8% of thickness; replace blades |
| Camber (strip curves laterally) | Uneven blade clearance left vs. right | Equalize clearance on both sides of each cut |
| Crossbow (strip arcs lengthwise) | Excessive tension on outer strips | Adjust tension stand; use looping pit |
| Coil telescoping | Uneven recoiler tension | Calibrate individual tension on each strip channel |
| Surface scratches | Debris on guides or rollers | Install wiper pads; clean rollers every shift |
| Width variation | Arbor deflection, blade wear | Use larger arbor diameter; monitor blade condition |
→ Detailed troubleshooting procedures: Slitting Line Troubleshooting Guide.
Maintenance Best Practices
Daily Checklist
- [ ] Inspect blade edges for chips or wear
- [ ] Check hydraulic oil level and pressure
- [ ] Verify tension stand calibration
- [ ] Clean guide rollers and strip path
- [ ] Inspect scrap winder operation
Еженедельник
- [ ] Lubricate all bearing points per manufacturer schedule
- [ ] Check arbor runout (max 0.02 mm TIR)
- [ ] Inspect recoiler mandrel for scoring
- [ ] Review PLC error logs
Ежемесячно
- [ ] Full blade measurement and rotation/replacement
- [ ] Hydraulic filter replacement
- [ ] Alignment check: uncoiler → slitter → recoiler centerline
- [ ] Electrical connection torque check
→ Download our complete Maintenance Schedule Template.
Часто задаваемые вопросы
What is the difference between slitting and cutting?
Slitting uses circular rotary knives to cut a coil в продольном направлении (along its length) into narrower strips. “Cutting” usually refers to transverse cutting (cross-cutting) where a coil is cut into flat sheets at specific lengths. Slitting produces coiled strips; cutting produces flat sheets.
How thick can a slitting line process?
Light-gauge lines handle 0.1–3 mm. Heavy-gauge lines process up to 25 mm. The thickness determines line speed, blade type, and structural requirements. Most service centers operate in the 0.5–6 mm range.
What is slitting line speed?
Line speed depends on gauge and material. Light-gauge stainless steel might run at 150 m/min, while heavy-gauge carbon steel runs at 20–40 m/min. Speed is limited by the ability to maintain edge quality and proper tension — running too fast on thick material causes burr and blade damage.
How to reduce scrap in slitting?
Three approaches yield the biggest improvements: (1) optimize trim width to minimize edge loss — even 2 mm less trim per side saves 0.3–0.5% yield on narrow strips; (2) use precision blade positioning to hit target widths on the first pass; (3) maintain blade sharpness — dull blades cause wider kerf and more material loss.
Can a slitting line process aluminum without surface damage?
Yes, with proper precautions: use rubber-coated or felt-lined guide rollers, apply protective film before slitting, widen blade clearance to 12–15% of thickness (aluminum tears rather than shears), and use non-marking tension pads on the recoiler.
Get a Quote for Your Slitting Line
MaxDo’s MD Series covers the full 0.3–25 mm gauge range with 25+ patented innovations in blade-change and uncoiling technology. Whether you’re starting a new service center or upgrading existing equipment:
- Request a custom quote — Tell us your material, gauge, and volume; we’ll recommend the right configuration
- View the MD Series product lineup — Full specs, photos, and videos
- Schedule a factory tour — See your line being built
Related Resources
- Inside the MD-850: Full Specs & Setup Guide
- Slitting vs CTL Lines: Cost, Speed & Precision Compared
- Slitting vs Blanking vs CTL: Which Process Fits Your Plant?
- Custom Light Gauge Slitting: Built to Your Specs
- Slitting Line PLC Upgrades: Retrofit Automation Guide
- Slitting Blade Setup Guide
- Slitting Line Troubleshooting Guide
- Slitting Line Maintenance Schedule
- Metal Processing Glossary
- Gauge Thickness Chart


