Industry 4.0 in Metal Processing: IIoT, Predictive Maintenance & Digital Twins 2026
“Industry 4.0” has become one of the most frequently used and least precisely defined phrases in manufacturing marketing. Vendors apply it to everything from a wireless temperature sensor to a fully autonomous production line. That ambiguity makes it difficult for operations managers to evaluate what’s actually useful for a metal processing facility versus what’s an expensive proof-of-concept chasing a technology trend.

This guide strips the terminology back to technical principles and operational outcomes. What sensors belong on a metal coil processing line? What does a digital twin actually do — and not do? When does predictive maintenance deliver measurable value, and when does it generate noise? The goal is clarity, not comprehensiveness.
What Industry 4.0 Actually Means in Metal Processing
Industry 4.0 describes the integration of physical production systems with digital data infrastructure — specifically: sensors generating data, networks transporting it, computing resources analyzing it, and control systems acting on the results. In metal processing, this integration operates across three distinct layers that must work together.
The Three-Layer Architecture
Layer 1 — Physical: Servo motors, hydraulic actuators, pneumatic cylinders, blades, rollers, and the material being processed. This layer executes movements with the precision the control system commands. On a high-speed slitting line, servo systems execute 20,000+ position updates per second — meaning the control loop between sensor feedback and servo response operates at microsecond timescales. Source: MaxDoMachine high-speed processing documentation
Layer 2 — Control and Edge: PLCs, edge computing hardware, vision cameras, force sensors, temperature monitors, and vibration detectors. This layer processes sensor data locally — at the machine, not in a cloud — and makes real-time decisions. Edge processing is not an architectural preference; it is a physical requirement. A slitting line running at 200 m/min cannot wait for a cloud round-trip before correcting blade position. The entire control response must happen locally, in milliseconds.
Layer 3 — Intelligence: Historical data storage, analytics, machine learning models, and enterprise integration (ERP/MES). This layer learns from accumulated production data to surface patterns that cannot be detected in real time and to generate predictions about future performance.
Each layer requires the previous one to function. Predictive analytics without reliable sensor data generates noise. Real-time control without precise physical actuators cannot maintain quality. The implementation sequence follows this hierarchy: physical precision first, then sensor integration, then analytics.
Sensor Strategy: What to Measure, Where, and Why
Not every measurement is useful. The most common failure in IIoT implementations is deploying broad sensor networks and then discovering that most of the data has no actionable relationship to production outcomes or equipment health.
A practical sensor strategy starts with specific failure modes and quality defects, then works backward to identify what measurement would have predicted or prevented them.
Priority Sensor Categories for Coil Processing Lines
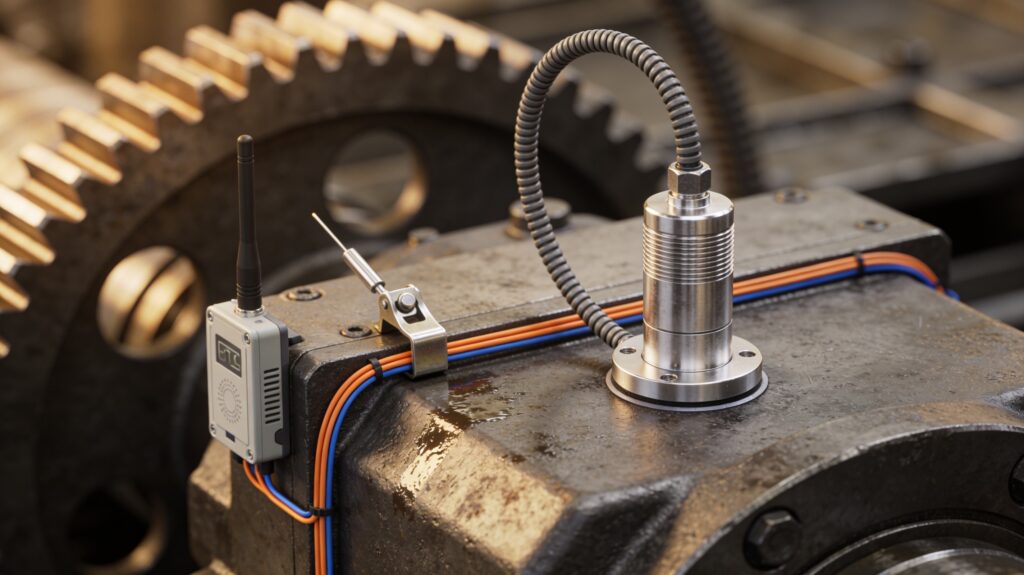
Vibration sensors on rotating components (gearboxes, bearings, arbors)
Vibration signature analysis is the most mature and reliable predictive maintenance technology for rotating equipment. A gearbox developing a tooth crack produces a distinctive frequency signature weeks before mechanical failure. Rolling element bearing degradation follows a known vibration progression from early surface fatigue through spalling.
Critical placement: drive gearboxes, coiler/uncoiler arbor bearings, tension roll drive units, and slitter head arbors.
Temperature monitoring on drives and motors
Servo drive thermal behavior is an early indicator of internal component degradation or cooling system failure. Temperature sensors on drive cabinets and motor housings establish baseline thermal signatures; deviations from those baselines at equivalent production conditions indicate developing problems.
Force/torque sensing at the slitting head
Cutting force increases progressively as blades wear. Force sensors on the slitting head detect this progression — not as a binary “blade is worn” trigger, but as a continuous trend that enables blade replacement scheduling based on actual condition rather than a fixed cycle. This eliminates both the waste of replacing blades prematurely and the quality risk of running worn blades too long.
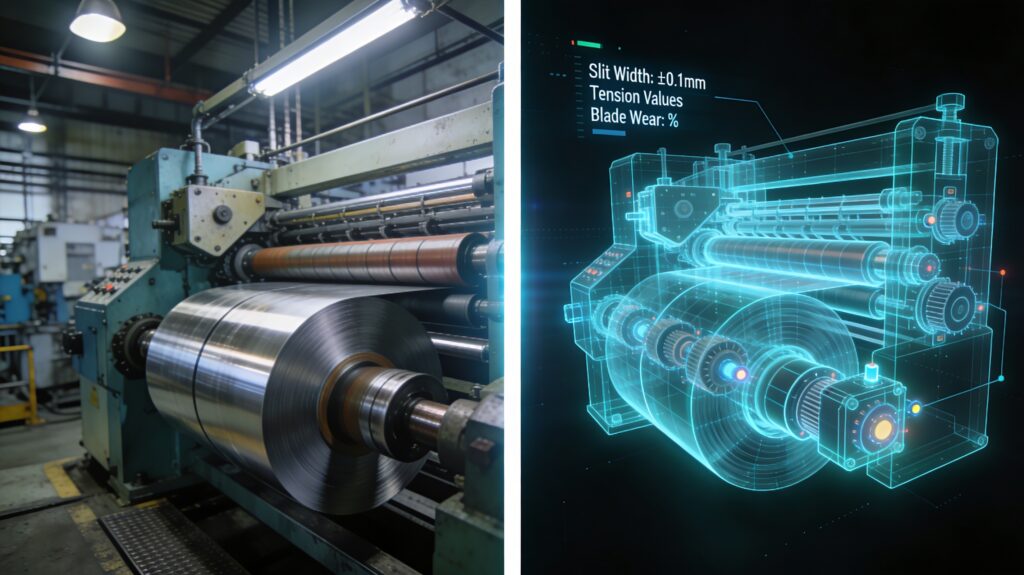
Dimensional measurement (laser or contact gauge) for in-line quality feedback
The purpose of in-line dimensional measurement is not just quality inspection — it is closed-loop process control. When slit width drifts, the measurement system detects it and the control system adjusts blade positioning before a defective strip reaches the coiler. On the MD-2200, this closed-loop control maintains ±0.1mm slit width tolerance at 200 m/min — a tolerance that relies on both the measurement system accuracy and the servo response speed. Source: MaxDoMachine documentation
Tension monitoring across the line
Tension variation is the primary cause of dimensional instability and surface marking in slitting and CTL operations. Multi-zone tension control — measuring and independently controlling tension in the entry, process, and exit zones — prevents the cascading effects of tension spikes or drops that propagate across the coil width. The MaxDoMachine MD Series incorporates multi-zone tension control as a standard architecture feature.
Edge detection and surface vision systems
Computer vision systems analyzing strip surface conditions and edge geometry enable automatic process parameter adjustment based on actual material condition — not operator judgment. This is particularly valuable when processing mixed-grade coils or materials with variable surface conditions.
Multi-Sensor Fusion: Why Single-Sensor Monitoring Fails
A common early-stage IIoT deployment installs vibration sensors on critical equipment and calls it “predictive maintenance.” The problem is that single-sensor systems generate high false-positive rates — alarm conditions that turn out to be normal operational variation, not actual developing failures. High false-positive rates erode operator trust in the system. When operators learn to ignore alarms, the entire value of the monitoring investment disappears.
The solution is multi-sensor fusion: combining readings from multiple sensor types into a composite health model that only triggers when multiple independent indicators confirm a developing problem simultaneously.
A gearbox health model that fires only when vibration is elevated AND oil particle count is rising AND motor current is above normal for the operating condition is dramatically more precise than vibration alone. Steel plant multi-sensor models report false-positive rates below 8%, compared to 35–40% for single-sensor vibration systems. [Source: Oxmaint, Predictive Maintenance Trends Steel Industry 2026]
For a coil processing line, a practical multi-sensor fusion model for the slitter head might combine:
- Vibration at the arbor bearing
- Cutting force at the slitting head
- Dimensional deviation trend from in-line measurement
- Motor current draw at the slitting drive
Any single indicator in isolation could reflect normal variation. All four trending in the same direction simultaneously points to blade wear, bearing degradation, or alignment drift with high confidence — and the specific combination of indicators points to which problem.
IIoT Connectivity: Protocols and Architecture Choices
The sensor layer generates data. Connectivity infrastructure moves it to where it can be analyzed. The protocol choice affects both real-time performance and integration capability.
EtherCAT is the dominant real-time Ethernet protocol for machine-level control — used by SMS Group’s X-Pact® platform and common in high-speed line controllers. It achieves sub-millisecond cycle times by processing data on the fly as the telegram passes through each node, rather than sending data to a central controller and waiting for a response.
PROFIBUS and PROFINET are widely used for standard sensor and drive integration in production environments. PROFINET (the Ethernet-based successor to PROFIBUS) offers deterministic communication with millisecond-range cycle times — sufficient for most sensor integration tasks that don’t require EtherCAT’s microsecond performance.
OPC-UA is the industrial standard for secure, platform-independent data exchange between machine control systems and enterprise systems (SCADA, MES, ERP). When a slitting line needs to report production data to an ERP system or receive production orders from an MES, OPC-UA is typically the integration layer.
MQTT over IIoT gateways is increasingly used for transmitting sensor data from legacy machines — equipment that predates modern industrial Ethernet — to cloud or edge analytics platforms. Retrofit wireless sensors using MQTT can be installed on equipment of any age without PLC modification or control system changes. [Source: Oxmaint 2026]
The practical implication: machine-level real-time control (milliseconds) uses EtherCAT or PROFINET; enterprise data reporting (seconds to minutes) uses OPC-UA; retrofit sensor integration uses MQTT gateways. These are not competing choices — they operate at different layers of the same architecture.
Digital Twins: What They Actually Do in Metal Processing
A digital twin is a software model of a physical system that receives live data from that system and uses it to reflect the system’s current state, simulate future states, or test proposed changes. The term is applied to three distinct types of models that serve different purposes.
Process twin: Models the process parameters — blade positions, tension zones, strip speed, entry angle — and their relationship to quality outcomes. Used for parameter optimization: given a new material grade, what process parameters should be used as a starting point? Used for fault diagnosis: given this pattern of dimensional drift, which parameter most likely changed?
Asset twin: Models the physical equipment — component geometry, wear state, thermal condition — and tracks its current health state against a baseline. This is the enabler of predictive maintenance: the asset twin integrates sensor data streams and models how the physical equipment is aging.
System twin (virtual commissioning): A simulation model of the complete production line — mechanics, control logic, material behavior — used to test control programs and commissioning parameters before physical installation begins.
Virtual Commissioning: The Most Immediately Practical Application
Virtual commissioning is the digital twin application with the clearest, most verifiable ROI in production line implementation. By running the control logic against a physics-based simulation of the line before physical installation, engineers can:
- Test control program logic and identify faults without risk to equipment or material
- Optimize process parameters before the first real coil runs
- Train operators on a virtual replica before production begins
- Identify mechanical interference or sequencing problems before they appear on the shop floor
Digital twin-based virtual commissioning has been documented to reduce time to steady-state production operations by up to 40% compared to traditional sequential commissioning approaches. [Source: Kalypso consulting, published implementation data]
For a complex automated slitting or CTL line installation with a 16–24 week commissioning timeline, a 40% reduction means reaching stable production 6–10 weeks earlier — with direct implications for revenue, project cost, and return on investment timing.
Process Twin for Coil Processing: Practical Scope
A process twin for a slitting line receives live data from dimensional measurement, tension monitoring, and cutting force sensors, and uses it to continuously refine the process parameter model. Over time, the twin learns the specific relationships for your equipment and material mix — relationships that may differ from the manufacturer’s general parameter tables because of your specific material supplier’s properties, your facility’s environmental conditions, and your equipment’s current mechanical state.
The MaxDoMachine MD Series recipe system incorporates a learning capability that allows continuous refinement based on actual processing results — quality measurement feedback enables automatic parameter adjustment over time, optimizing yield performance for each specific material grade and thickness combination. Source: MaxDoMachine documentation
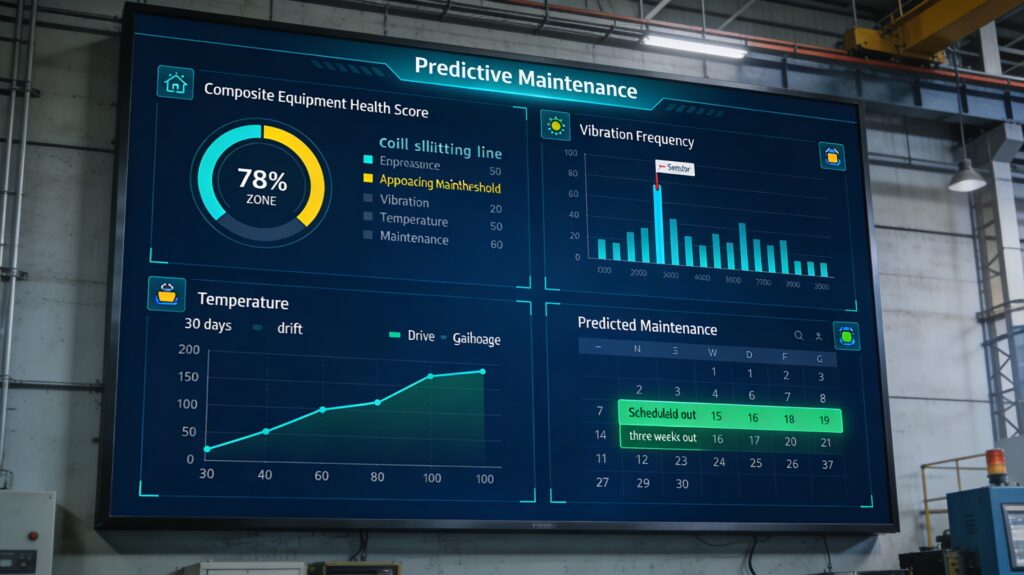
Predictive Maintenance: From Condition Monitoring to Prescriptive Action
The Maintenance Maturity Progression
Most metal processing facilities operate somewhere on this progression:
| Stage | Approach | Trigger | Limitation |
|---|---|---|---|
| Reactive | Fix when broken | Equipment failure | Maximum downtime, unplanned |
| Preventive | Fix on schedule | Calendar or hours | Replaces good components; misses developing failures between cycles |
| Condition-based | Fix when measurement threshold crossed | Sensor alert | Requires manual review; single-threshold alarms have high false-positive rates |
| Predictive | Fix before failure, based on trend | Multi-sensor model prediction | Requires data history and model development |
| Prescriptive (2026 frontier) | System recommends or initiates the repair action | Agentic AI assessment | Emerging; requires robust data infrastructure |
Most facilities that claim predictive maintenance are operating at condition-based monitoring — single-sensor threshold alarms. The move to genuine predictive maintenance requires multi-sensor fusion models and sufficient historical failure data to train them.
The 2026 Frontier: Agentic AI in Maintenance
As of 2026, the leading edge of predictive maintenance is moving from “systems that alert you” to what the IIoT industry calls Agentic AI — systems that don’t just identify a developing problem but autonomously plan and initiate multi-step resolution actions: generating a work order, checking parts inventory, scheduling a maintenance window during planned downtime, and ordering replacement parts if stock is insufficient. [Source: IIoT World Days 2025 industry panel data]
This capability requires a robust data backbone — IIoT sensor feeds, CMMS integration, parts inventory data, and production scheduling data must all be accessible to the AI agent. For most facilities, the 2026 priority is building that data infrastructure; agentic AI sits on top of it once the foundation is in place.
Remote Diagnostics: The Practical Starting Point
For operations not yet ready to invest in full predictive maintenance infrastructure, remote diagnostics deliver meaningful value with lower implementation complexity. Advanced monitoring systems that enable real-time performance analysis and predictive maintenance scheduling have been documented to reduce unplanned downtime by 25–30%. Source: MaxDoMachine MD-1650 vs MD-2200 implementation data
Remote diagnostics on MaxDoMachine MD Series lines provide:
- Real-time performance analysis by MaxDoMachine engineering team
- Predictive maintenance scheduling based on operational parameter trends
- Troubleshooting support without requiring on-site visits for initial diagnosis
- Parts availability planning based on component wear status
Implementation Roadmap: Sequencing IIoT Investment
The temptation in Industry 4.0 implementation is to begin with the most sophisticated technology — digital twins, AI, predictive analytics — because these generate the most compelling presentations. The facilities that extract consistent value from these technologies deploy them in the opposite order: data infrastructure first, analytics second, advanced AI third.
Stage 1: Instrument the Critical Assets (Months 1–6)
- Install vibration sensors on gearboxes, arbor bearings, and drive units on the highest-impact equipment
- Enable in-line dimensional measurement with closed-loop feedback if not already present
- Establish historian: start recording all sensor data with timestamps
- Establish failure event log: every unplanned downtime event with timestamp, component, and failure mode
- Goal: Build the data history that all subsequent analytics depend on
Stage 2: Build Multi-Sensor Fusion Models (Months 6–18)
- After 6–12 months of data, begin developing composite health scores for critical components
- Validate model outputs against actual failure events in the historical record
- Establish baseline “normal” signatures for each critical component under defined operating conditions
- Goal: Achieve false-positive rate below 10% on predictive alerts; operators must trust the system
Stage 3: Integrate with Maintenance Workflow (Months 12–24)
- Connect predictive alerts to CMMS (Computerized Maintenance Management System) work order generation
- Integrate parts inventory data so alerts trigger availability checks
- Build maintenance scheduling logic that aligns predicted maintenance windows with planned production downtime
- Goal: Maintenance actions are planned and executed before failures occur, not in response to them
Stage 4: Digital Twin and Process Optimization (Months 18+)
- Develop process twin using accumulated production data
- Use twin for parameter optimization on new material grades before first production run
- Explore virtual commissioning for future line additions or modifications
- Goal: Process knowledge becomes institutional data, not individual operator expertise
Retrofit vs. Greenfield: Applying IIoT to Existing Equipment
A practical concern for many operations: can Industry 4.0 technologies be applied to existing equipment, or only to new lines?
The answer depends on which technology layer you’re targeting. Retrofit wireless sensors for vibration, temperature, and current monitoring can be installed on equipment of any era — including a 30-year-old rolling mill gearbox — without PLC integration or control system modification. These sensors plus a CMMS connection deliver the core predictive benefit regardless of equipment age. [Source: Oxmaint, Predictive Maintenance Trends Steel Industry 2026]
Digital twins and edge AI require more data infrastructure — specifically, the ability to read process parameters from the machine’s control system. On older equipment without modern communication protocols, this may require a gateway device that reads available I/O data and translates it to OPC-UA or MQTT.
Closed-loop real-time control (the first physical layer) cannot be easily retrofitted. If the servo drives and feedback sensors are not present in the original machine design, adding them is essentially rebuilding the machine. For operations on equipment without servo-driven axes, the ROI calculation typically favors new line procurement over retrofit.
Frequently Asked Questions
Do we need a cloud connection for Industry 4.0 benefits?
No. Edge computing handles all real-time control and condition monitoring locally. Cloud connectivity adds value for long-term analytics, remote diagnostics, and enterprise integration, but is not required for the core operational benefits of IIoT implementation. Many operations in regions with connectivity constraints implement complete IIoT architectures with on-premises edge servers.
How much historical data do predictive models need before they become reliable?
Multi-sensor fusion models generally require 6–12 months of operational data capturing the range of normal operating conditions before they can distinguish true developing failures from normal variation with confidence. Models trained on less data tend to generate higher false-positive rates. This is why Stage 1 of the implementation roadmap focuses on data collection before attempting predictive analytics.
What is the difference between OPC-UA and SCADA?
OPC-UA is a communication protocol — a standardized way for industrial systems to exchange data. SCADA (Supervisory Control and Data Acquisition) is a system that uses communication protocols (including OPC-UA) to collect data from equipment, display it to operators, and enable supervisory control. OPC-UA is a transport mechanism; SCADA is an application built on top of transport mechanisms.
Can we apply predictive maintenance to MaxDoMachine MD Series lines?
Yes. The MD Series architecture — Siemens control hardware with application-specific process software — supports IIoT integration. Remote diagnostics are available through MaxDoMachine’s service infrastructure. Advanced monitoring systems have been documented to reduce unplanned downtime by 25–30% on MD Series installations. Source: MaxDoMachine documentation
What is the difference between a digital twin and a simulation model?
A simulation model is a one-time analysis tool — you run it, get results, and the model doesn’t update. A digital twin maintains a live connection to the physical asset it represents, continuously receiving sensor data and updating its state to reflect the current condition of the real equipment. The “twin” in digital twin means the software model mirrors the physical asset in real time.
For specific guidance on IIoT integration with MD Series slitting and CTL lines, contact MaxDoMachine’s engineering team. Relevant guides: Advanced slitting lines: automation and yield optimization | MD-1650 vs MD-2200 technical comparison | How slitting lines maximize material yield


